Welded and sectional steel tanks have formed the majority of storage tanks throughout industry and facilities for many years. Whilst in recent times glass reinforced plastic tanks have grown in popularity, a properly maintained steel tank will provide many years of service.
Steel corrodes through the electrochemical oxidation of its surface with an oxidant such as oxygen. By lining steel tanks a barrier is formed using polymers and surface treatments which prevent oxidants and chemical agents reaching the steel surface.
When lining steel tanks surface preparation is one of, if not the most important step. The better the standard of surface preparation the longer the tank lining will last – simple. Even when using surface tolerant or rust stabilising materials this is still true.
Abrasive tank blasting
Abrasive blasting is still widely recognized as the best form of surface preparation when re-lining steel tanks. Not only does it clean the surface but it raises an excellent surface profile for the new tank lining to adhere to. When lining tanks which operate at high temperatures it is usually the only form of surface preparation which is acceptable as in these instances a very high standard of surface preparation is required due to the thermal shock and expansion and contraction of the substrate.
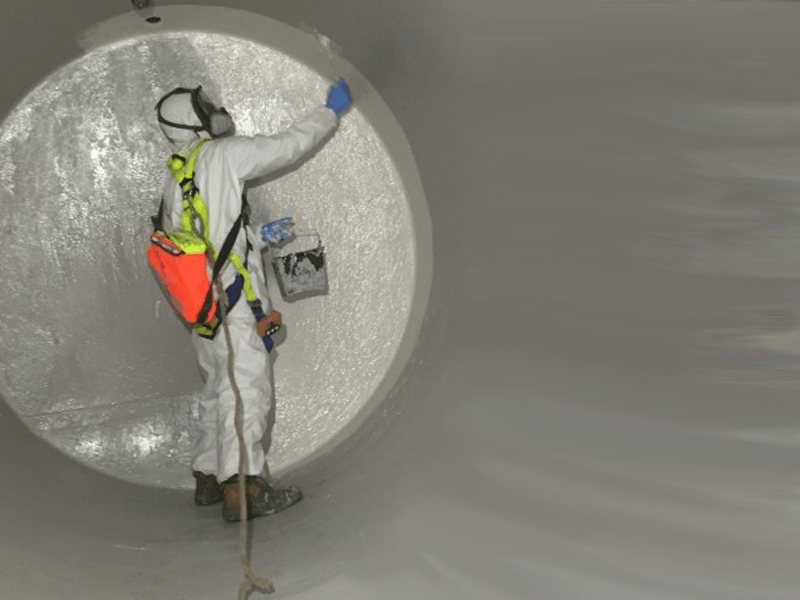
Tank lining contractors
For steel tanks which operate at ambient temperatures mechanical preparation can be used where it is not possible or practicable to use abrasive blasting. However care must be taken to not create sharp edges when using needle guns and chipping hammers but also not to polish the surface when using grinding tools. A surface profile must still be raised in order for the tank lining to adhere to.
When lining steel tanks it is also important to test for soluble salts which may be present on the steel surface. This is particularly relevant if the tank has been used for the storage of softened water or chemicals. Soluble salts on the steels surface cannot be removed by abrasive blasting or mechanical preparation and can only be removed by washing with clean water. Failure to remove soluble salts will result in osmotic blistering in your tank lining as moisture is drawn through the lining by the salts. As we employ our own in-house ICORR accredited paint inspector this is something we understand yet many other less experienced tank lining contractors fail to do so.
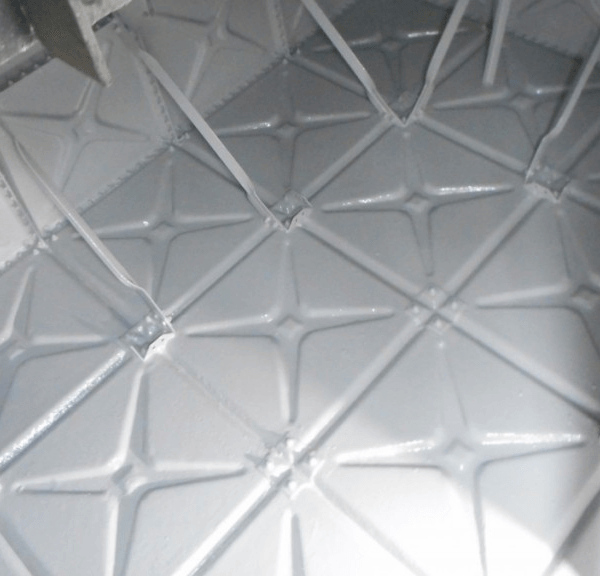
When applying tank linings to steel tanks it is important to apply stripe coats to all welds, angles, edges, nuts and bolts etc. The reason for this is that tank lining materials, whether epoxy, polyurethane or polyurea will pull thin on corners and angles through gravity and surface tension. This will result in premature breakdown of the tank lining in these locations where the lining is the thinnest. In order to accommodate this additional ‘stripe’ coats are applied to all sharp edges and corners.
During tank lining application it is important to check that the lining material is being applied to the correct thickness. This can be done using wet film thickness combs or dry film gauges once the coating has cured. If the tank lining is not applied to the thickness required it will not perform as required.
Testing a lined tank
Finally as part of our standard quality assurance when re-lining steel tanks is to test the cured tank lining for pin holing and porosity by spark testing. Each pin hole if not tested and rectified is a point of failure in the tank lining which will allow corrosion to occur and spread. Contact Corroless Eastern, professional tank lining contractors based in mid-Norfolk.



















































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}