THE PROBLEM
The lime batching tank was producing water sampling results below the clients desired standards. We were asked to provide a tank lining solution that would both improve this and extend the service life of the asset.
Because the tank is used for the production of water in the public supply the tank lining had to be Regulation 31 approved. We therefore proposed the application of Acothane DW – a solvent free polyurethane tank lining.
Initially the tank was cleaned by high pressure water jetting prior to hand over to ourselves to remove any remaining lime deposits.
Once dry we prepared the tank internals to SA2.5 by method of abrasive blasting as per ISO8501-1 and as per the materials instructions for use.
Following abrasive blasting a soluble salt test was conducted to confirm that the substrate was free from chlorides, which if left in place could cause premature tank lining failure through osmotic blistering. Osmotic blistering occurs when soluble salts draw moisture through the tank lining film via hygroscopic action.
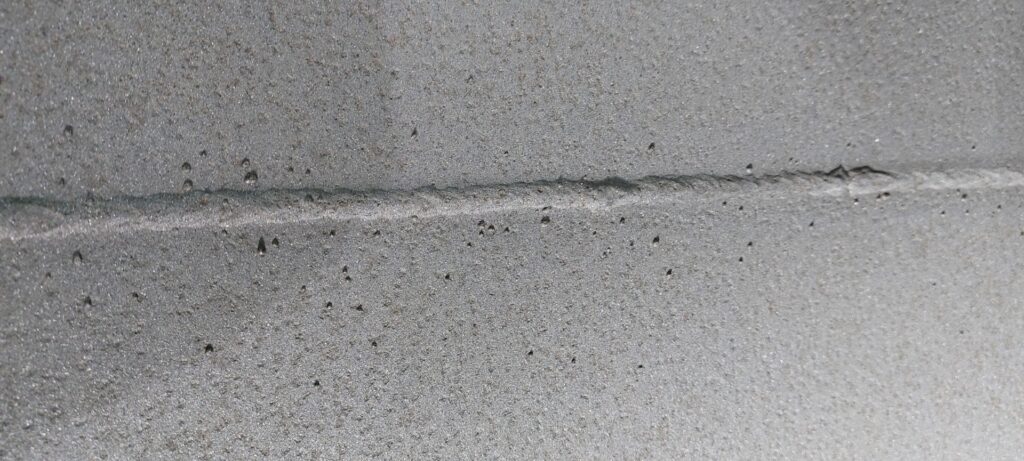
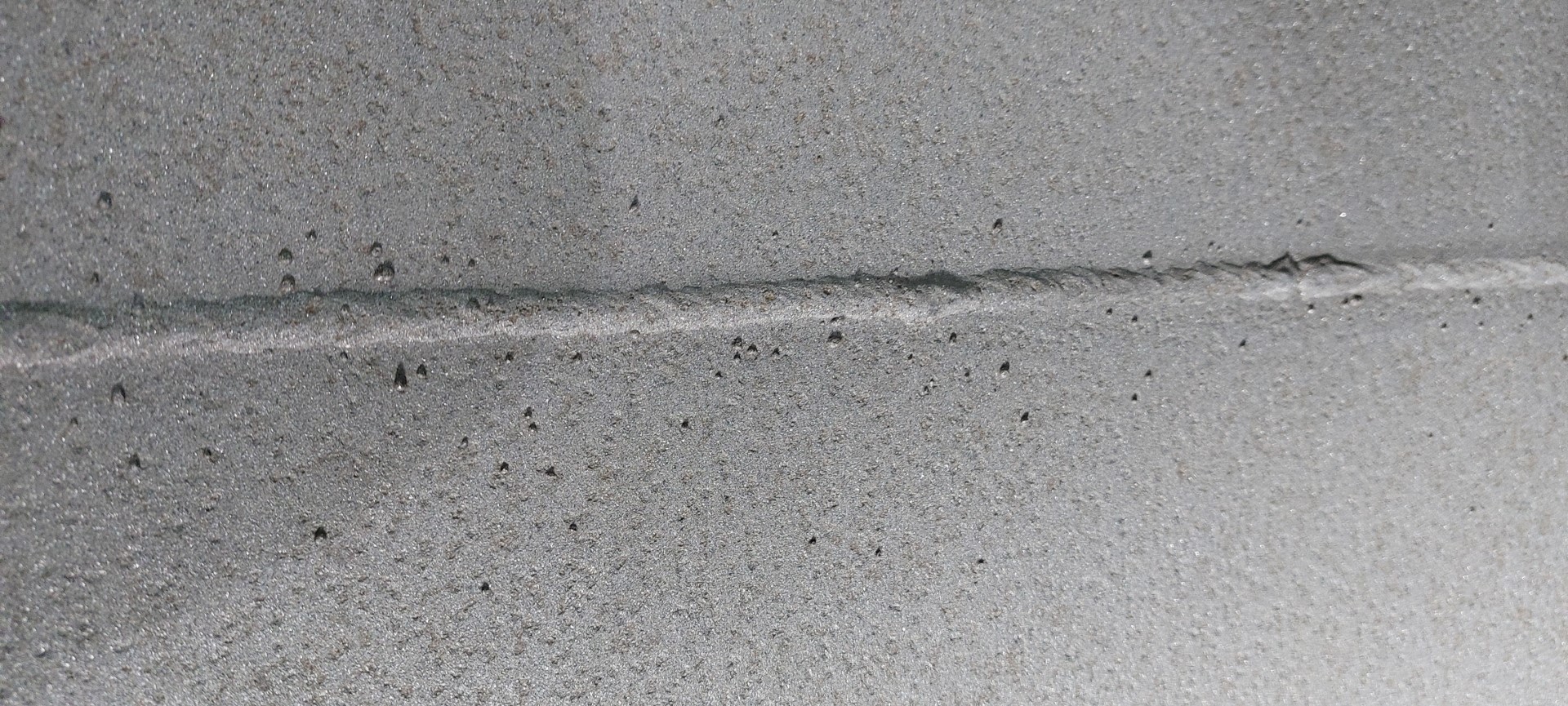
After abrasive blasting we observed that there was lots of weld spatter that did not conform to the required standard as per ISO8501-3. This must be removed to ensure maximum longevity of the tank lining.
We removed this weld spatter using flap discs as shown.

Following these works the tank was re blasted to remove some flash rusting that had occurred and to profile the areas that weld spatter had been removed from. Dehumidification was instigated to reduce the relative humidity below 50% to prevent flash rusting in line with the instructions for use.
The tank was thoroughly vacuumed clean and as per our standard tank lining quality assurance the surface profile of the steel was tested and recorded using a surface profile needle gauge and the cleanliness tested and recorded using a dust tape test.
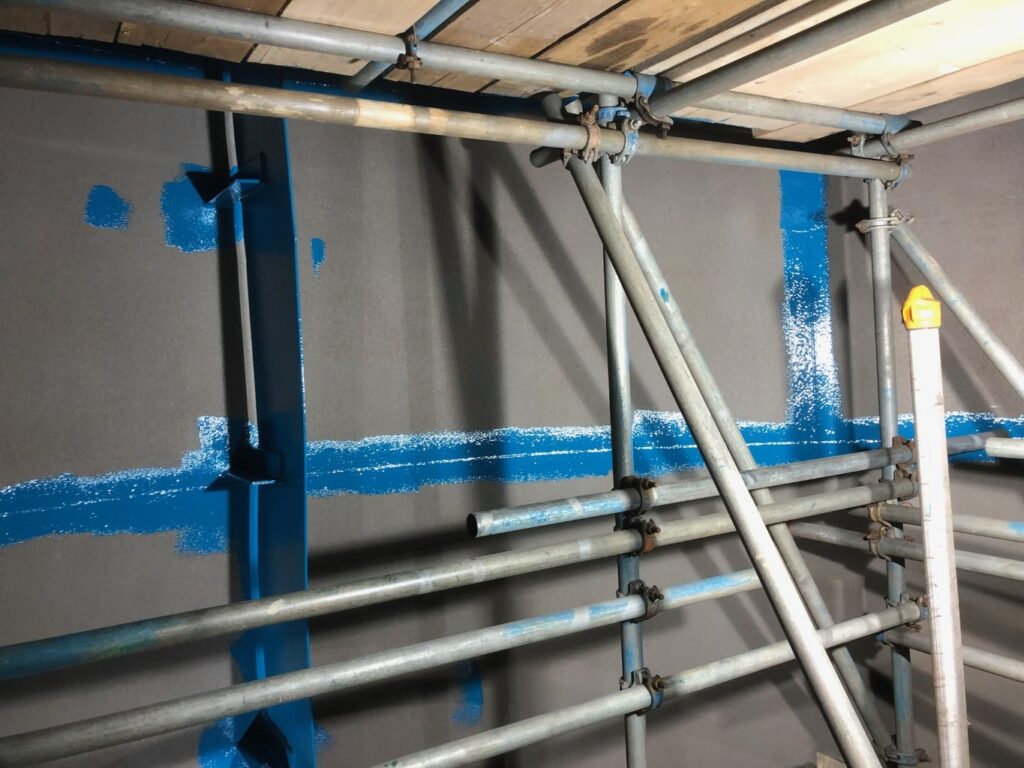
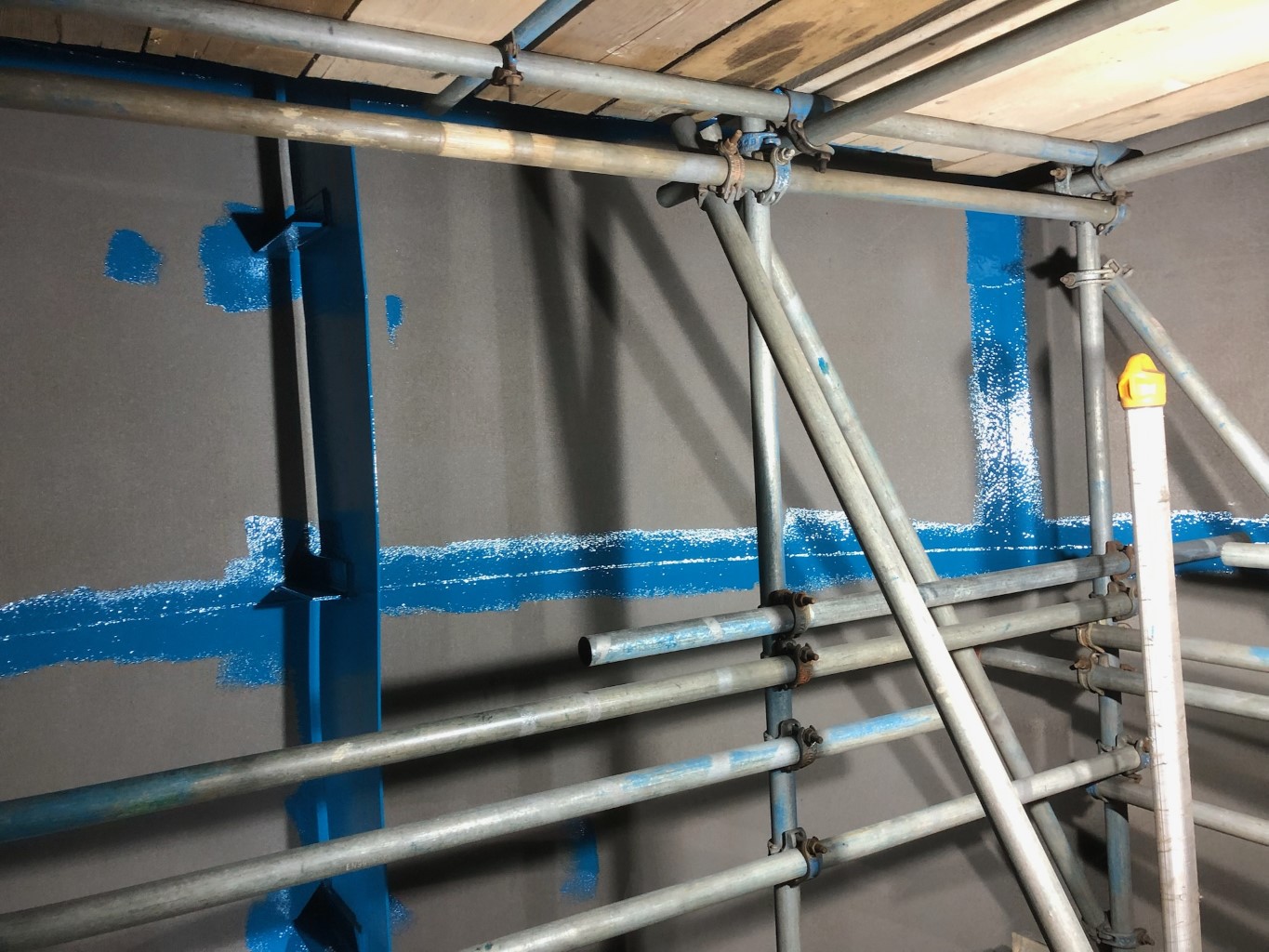
As per best tank lining practice all angles, edges and welds received a heavy stripe coat of Acothane DW in a blue colour to contrast with the first full coat.
Stripe coating ensures full tank lining film build in areas where coatings pull thin through gravity and surface tension.
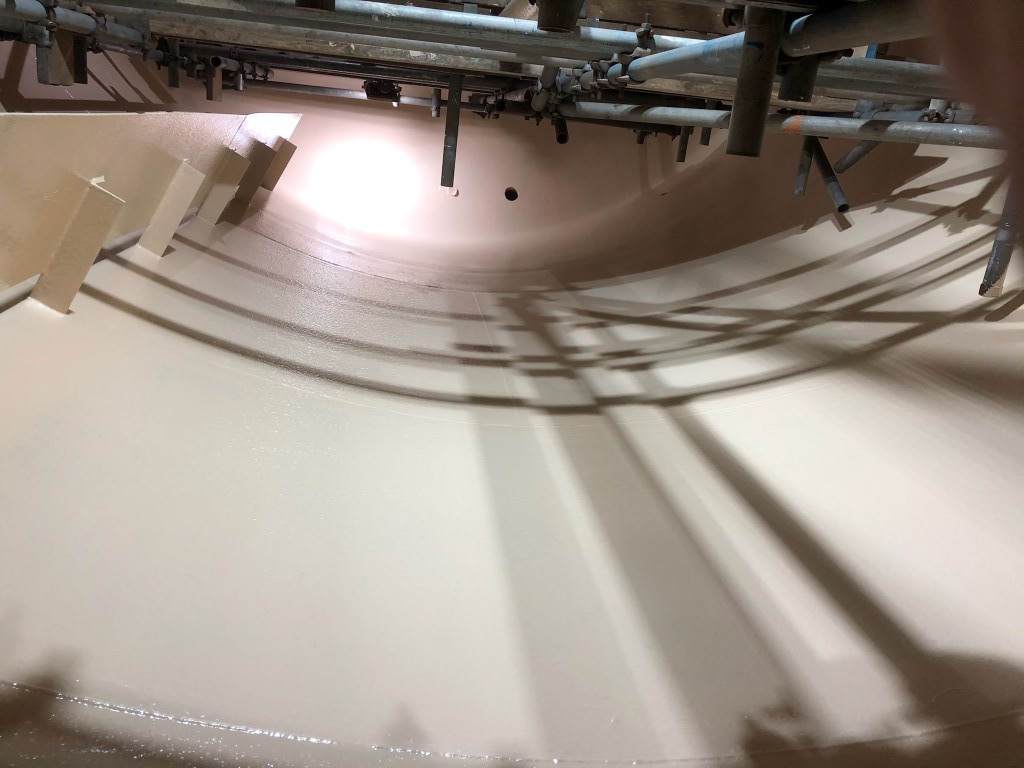
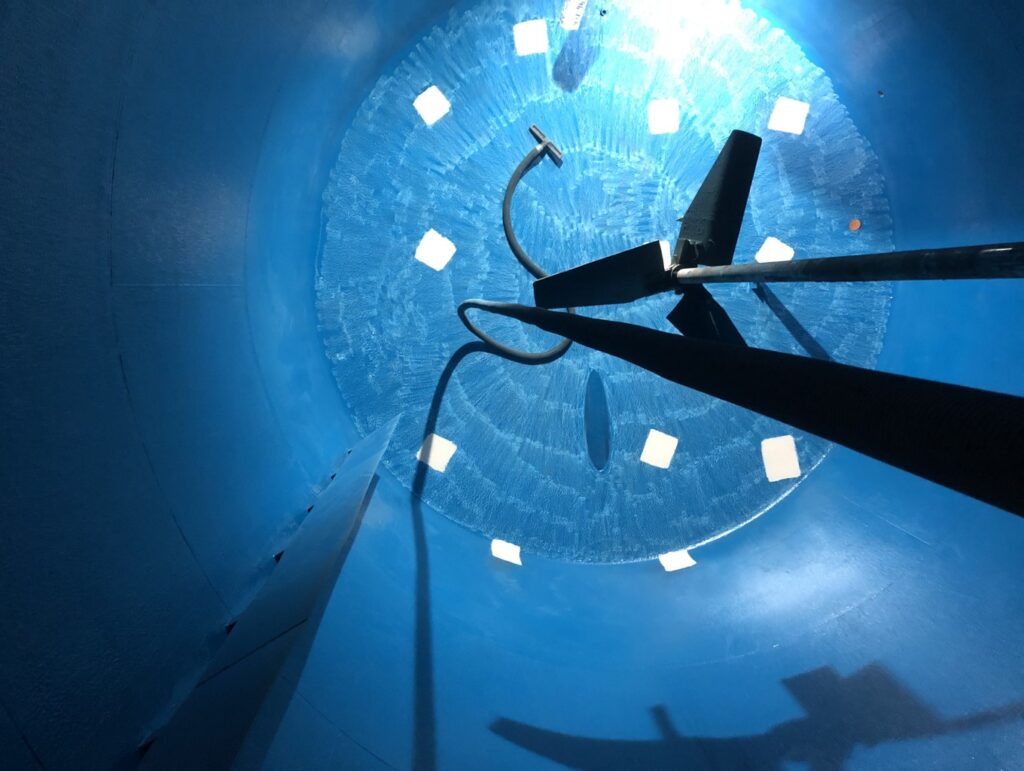
The first full coat of Acothane DW in a cream colour was then applied to a nominal thickness of 500 microns by method of brush and roller.
Once cured a second coat in a contrasting blue colour was applied to the same thickness
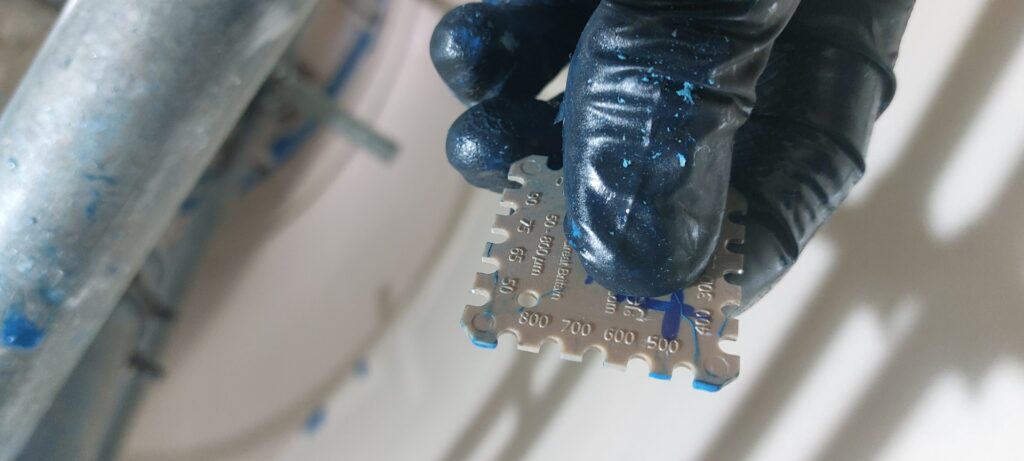
Throughout the tank lining application process regular wet film thickness readings were taken using wet film thickness combs.
Once cured dry film thickness readings were taken throughout the tank as part of our standard tank lining quality assurance and in line with the instructions for use. We had comfortably exceeded the minimum dry film thickness of 800 microns required as per the instructions for use.
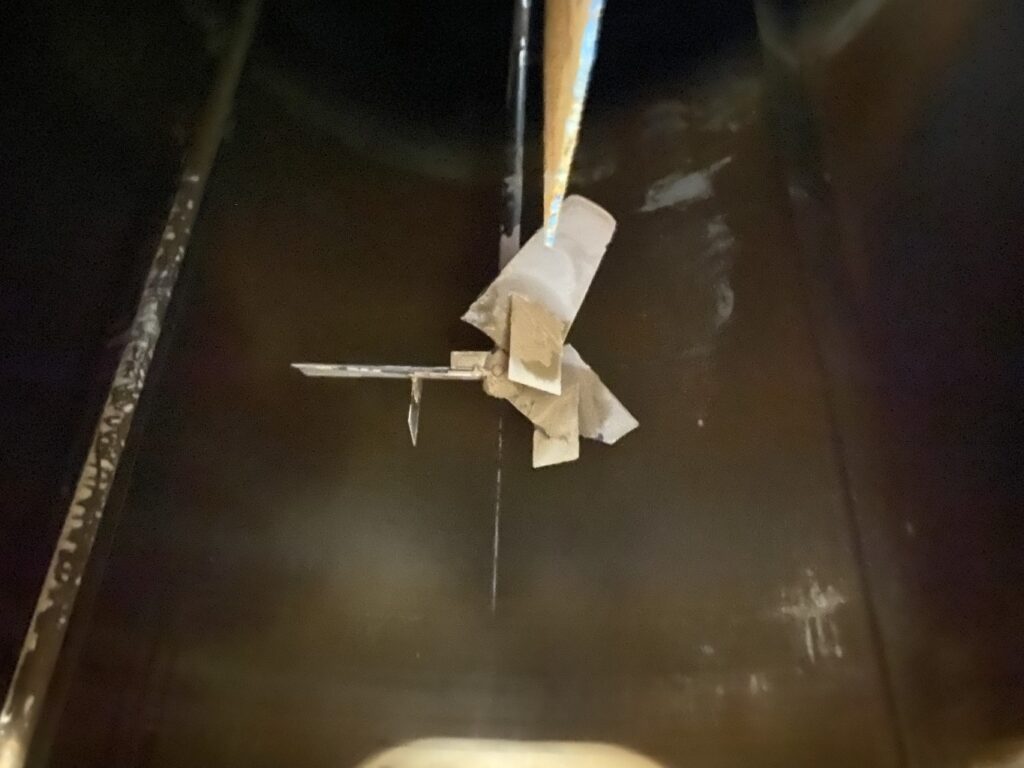
Prior to the scaffold being removed for the high level works these areas were checked for porosity using a DC holiday spark tester as shown below.
A single pin hole is a point from which corrosion of the steel can recommence, so this is an essential part of the tank lining process. Any pin holes found were marked with chalk prior to touching in by brush.
Care was taken to conduct the spark test within the overcoating window to ensure optimum adhesion of any repairs made.
Once the high level works had been completed the scaffold was removed to allow access to the contact points on the tank base. These were prepared to ST3 using a bristle blaster, taking care also to thoroughly abrade the surrounding coating which had now exceeded the overcoating window.
We were not fully satisfied with the aesthetics of the tank base due to some paint drips from high level, so the decision was made to abrade the entire tank base to remove these and apply a further coat of Acothane DW in blue.
The tank base was again thickness tested and spark tested prior to the introduction of data logging equipment to monitor the ambient temperatures as the lining cured to ensure full compliance with the instructions for use.
Our team worked through the weekend to complete the tank lining as quickly as possible to assist with site operations in retuning the tank back to service as quickly as possible.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}