THE PROBLEM
Surge vessels are a type of pressure vessel attached to water mains to provide damping in the event of pump shutdowns. These help to protect the water mains from breaking through overpressure. They are only part filled, using the compressive nature of trapped air as a damper.
Due to the pressures at which they operate they have to be inspected frequently, during one such inspection it was identified that the existing lining had broken down and corrosion of the internals was occurring.
SOLUTION
Because the tank lining is in contact with water in the public supply any tank lining materials applied within the pressure vessel must be Regulation 31 approved – a drinking water inspectorate (DWI) standard. We therefore proposed the application of Acothane DW which has the correct standard and also provides outstanding corrosion protection.
The pressure vessel had previously had previously had a very thick film epoxy tank lining applied. From experience this would be very slow to wear away by method of abrasive blasting. Therefore we proposed a two stage surface preparation regime.
Removing the existing tank lining
Initially the existing tank lining was removed by method of ultra high pressure water jetting. A pivot device was used to assist the overhead removal works in order to reduce operator fatigue.
The additional benefit of ultra high pressure water jetting is that it ensures any surface contaminants such as soluble salts are removed, which if left in place will cause osmotic blistering and premature failure of the tank lining.
As part of our standard quality assurance the absence of soluble salts was tested and recorded prior to progressing to the next stage of the vessel relining process.
Preparing the steel
The steel was then prepared to SA2.5 as per ISO8501-1 by method of abrasive blasting, ensuring that a minimum surface profile of 75 microns was achieved to ensure full compliance with the tank lining manufacturers recommendations and the Instructions for Use (IFU). This was tested and recorded using a surface profile needle gauge as per our standard quality assurance.
Testing the climatic conditions
To maintain the blast standard and ensure the correct climatic conditions dehumidification equipment was installed. The climatic conditions were tested and recorded for submission in the project completion file. This is essential to ensure the correct adhesion of the new vessel lining.
As per the IFU and best tank relining practice all welds and seams received a heavy stripe coat of Acothane DW. This is essential as tank linings pull thin on angles, edges and welds creating potential weak points in the vessel lining unless additional thickness of material is applied in these areas.
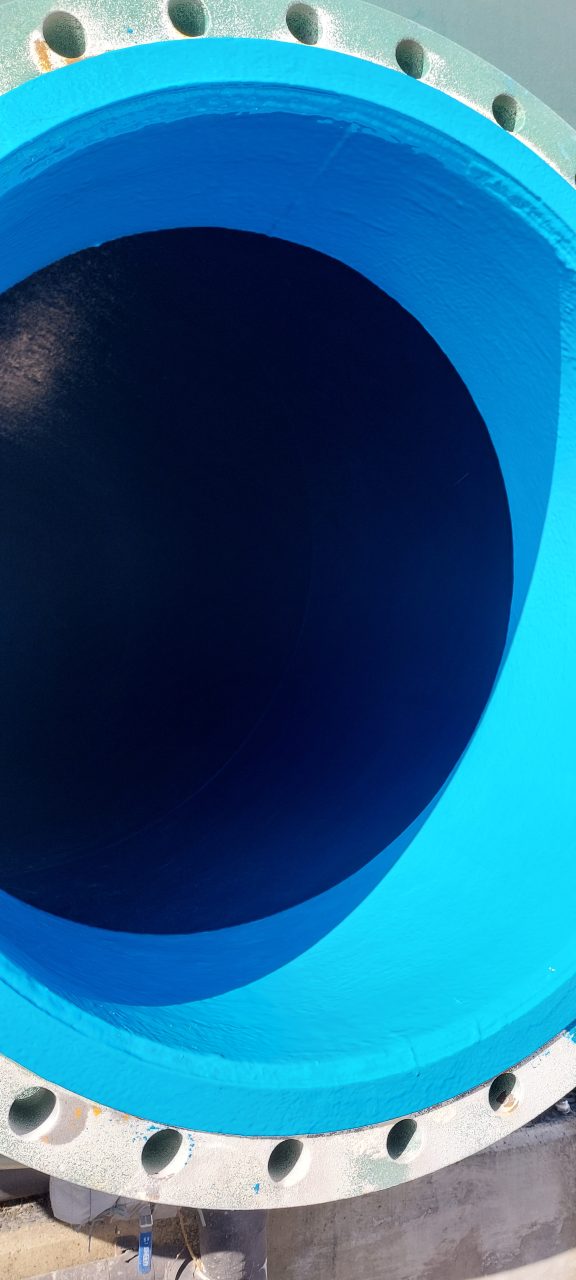
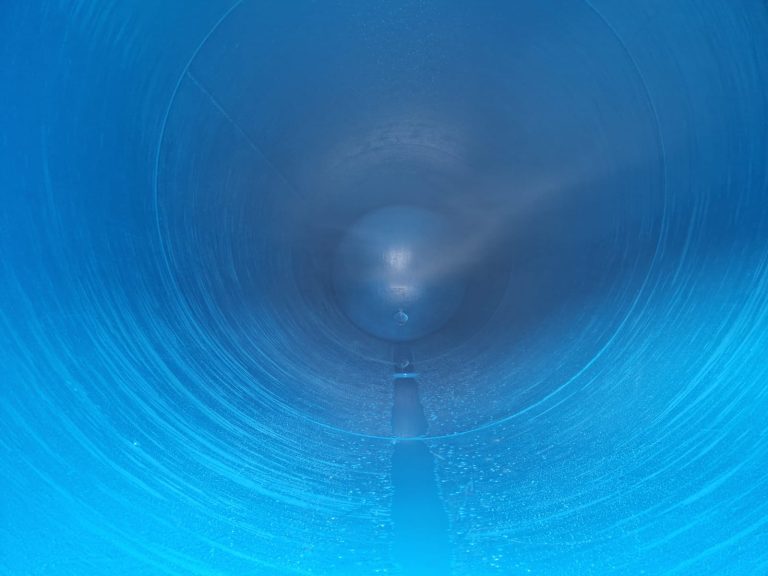
Acothane DW was then applied in two coats of contrasting colour as per best tank lining practice. Each coat was applied to a target of thickness of 500 microns, verified using wet film thickness combs.
Dry film thickness readings were taken after each coat and areas below the minimum required thickness marked and rectified by applying more Acothane DW.
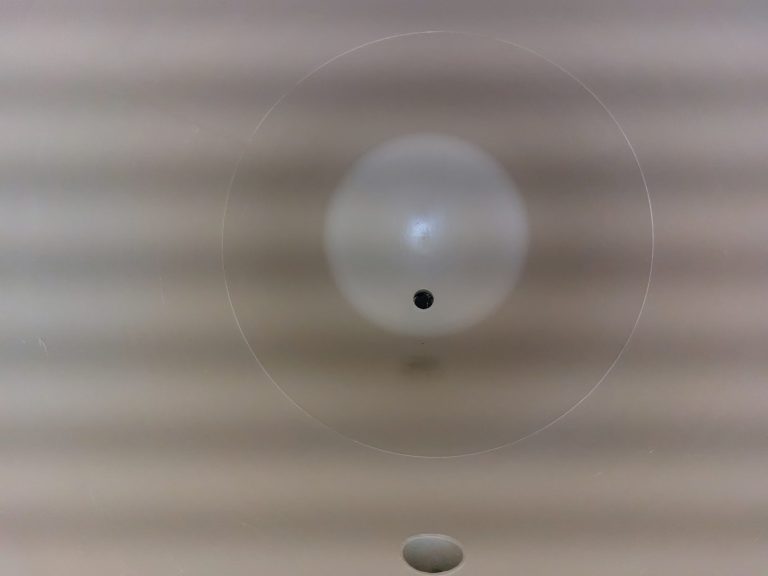
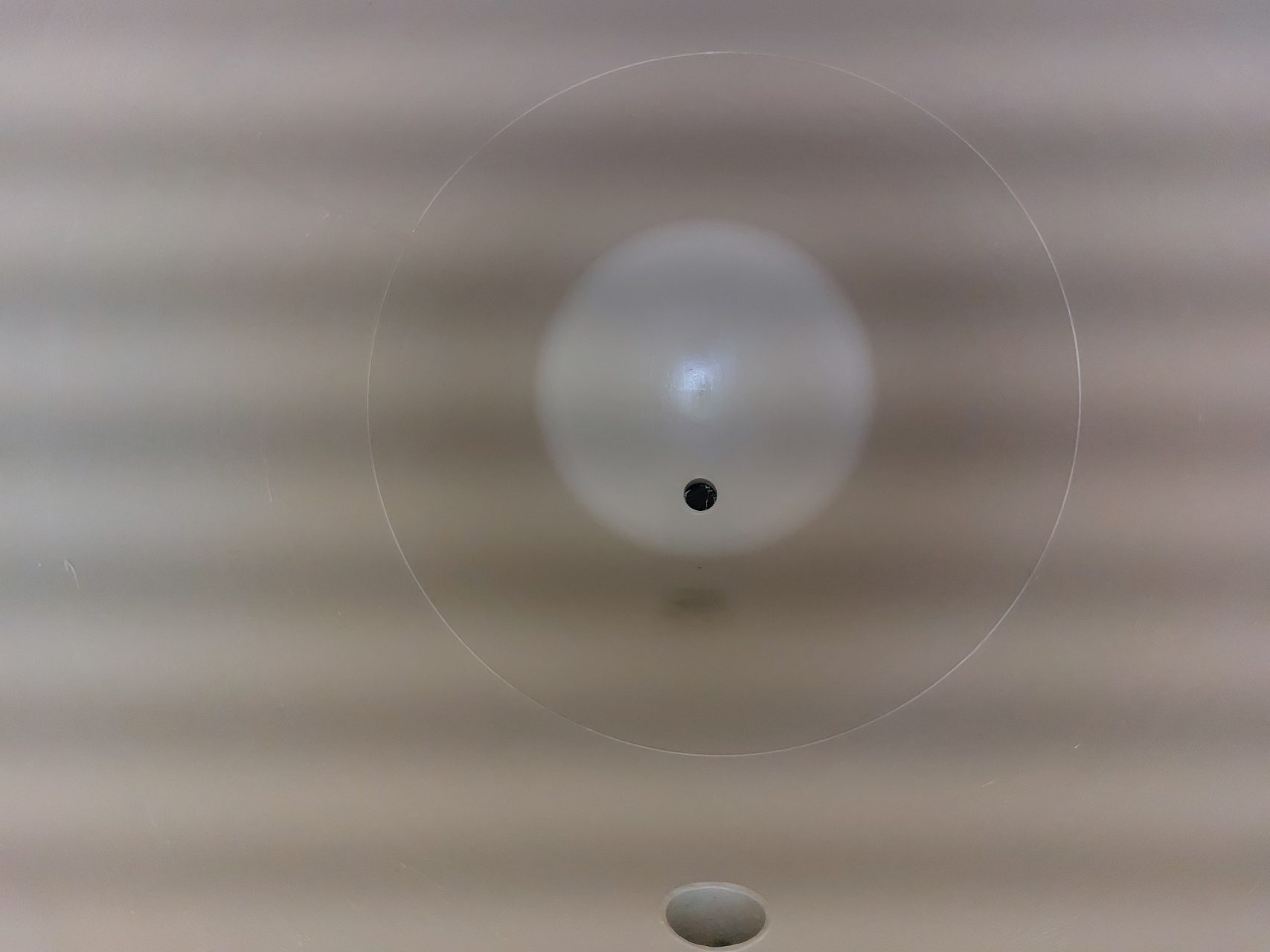
To ensure a pin hole free finish the tank lining was checked for porosity using a DC holiday spark tester – a single pin hole is a point of tank lining failure, allowing corrosion to commence again. Any pin holes identified were marked with chalk prior to touching in using the same tank lining material.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}