In conventional resin flooring expansion joints should always be reflected through to the finish, however if this were the case in a tanking application this would provide a significant weakness as a single point of failure in the sealant would allow liquid egress from the plant room into areas below.
Our approach is instead a multi layer approach. Expansion joints are first primed using a damp tolerant epoxy primer to ensure excellent adhesion. The joints themselves are then sealed using a flexible polyurethane jointing compound.
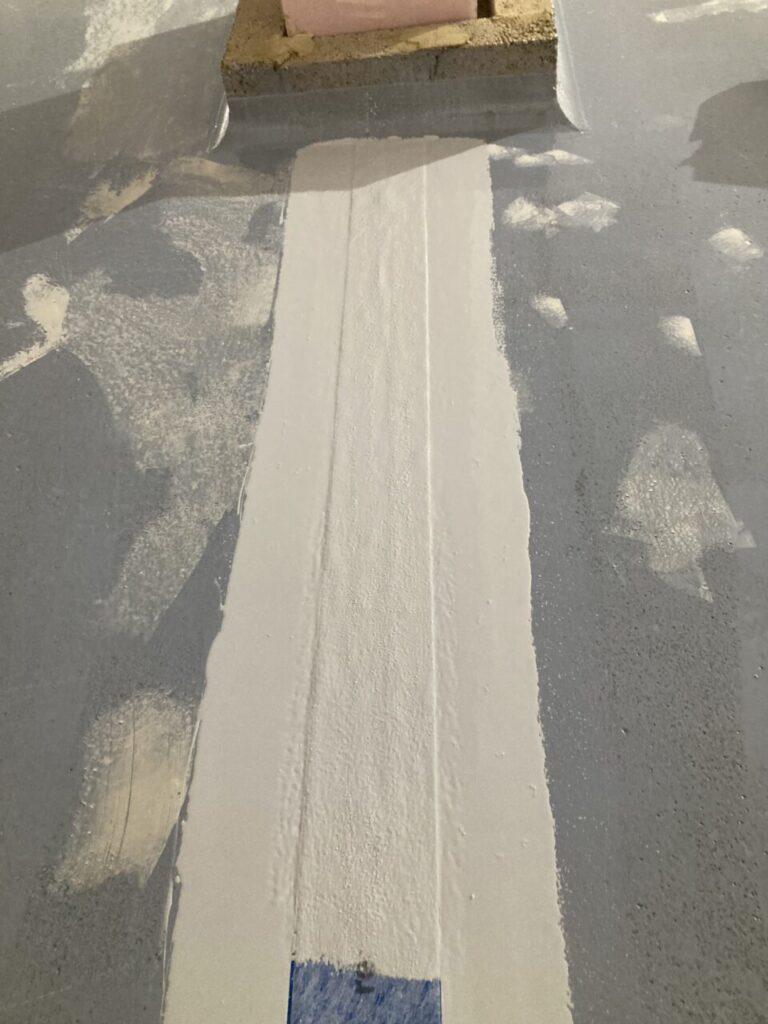
Because the joints are going to be overcoated a bond breaker tape is then applied to isolate the expansion joints from the waterproofing membrane. Using a bond breaker tape serves as an elongation multiplier by allowing the membrane to expand and contract over a greater distance. If a material can elongate 25% greater than its original length, 12% of 10mm is only 12.5mm. By applying a 100mm bond breaker tape the same movement location can now freely move 125mm.























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}