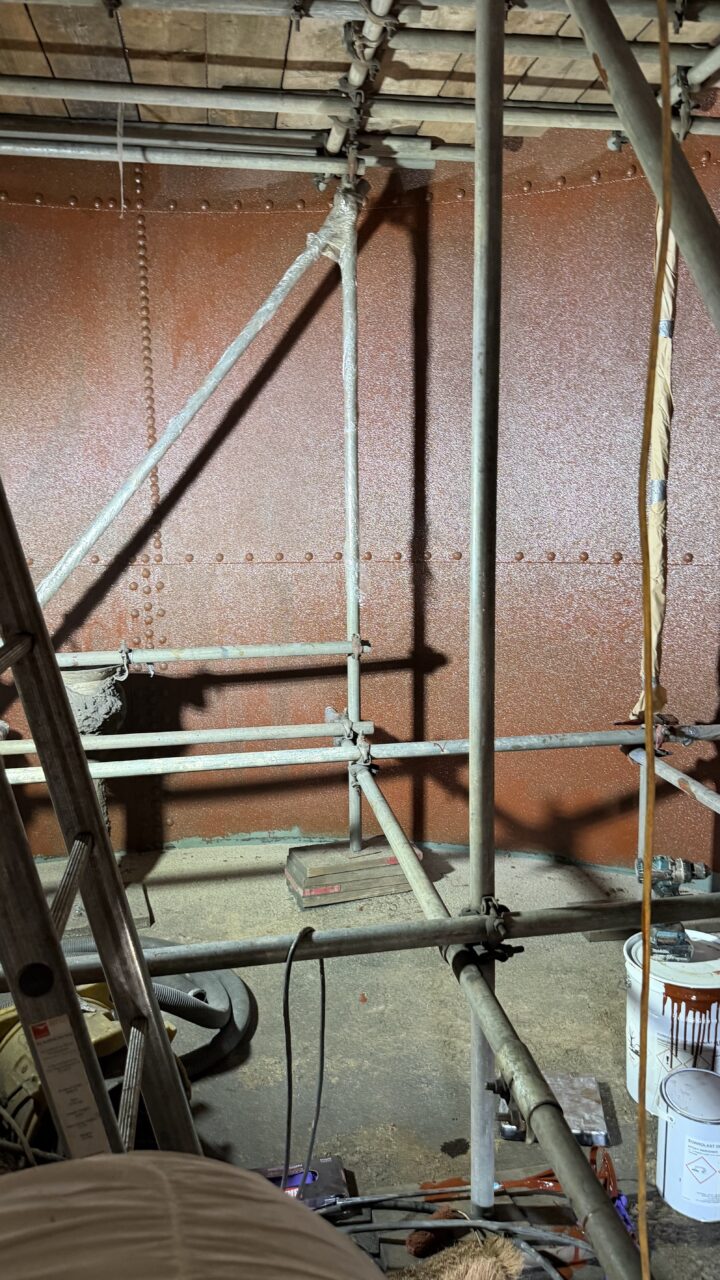
This glass fused to steel pasteuriser had been found to be leaking gas into the surrounding environment. Following drain down and internal inspection, the tank was found to be suffering from widespread corrosion, with localised erosion in specific areas caused by the action of the spray bars on the glass enamel surface.
Glass Fused Steel Pasteuriser Tank Lining, Suffolk
THE PROBLEM



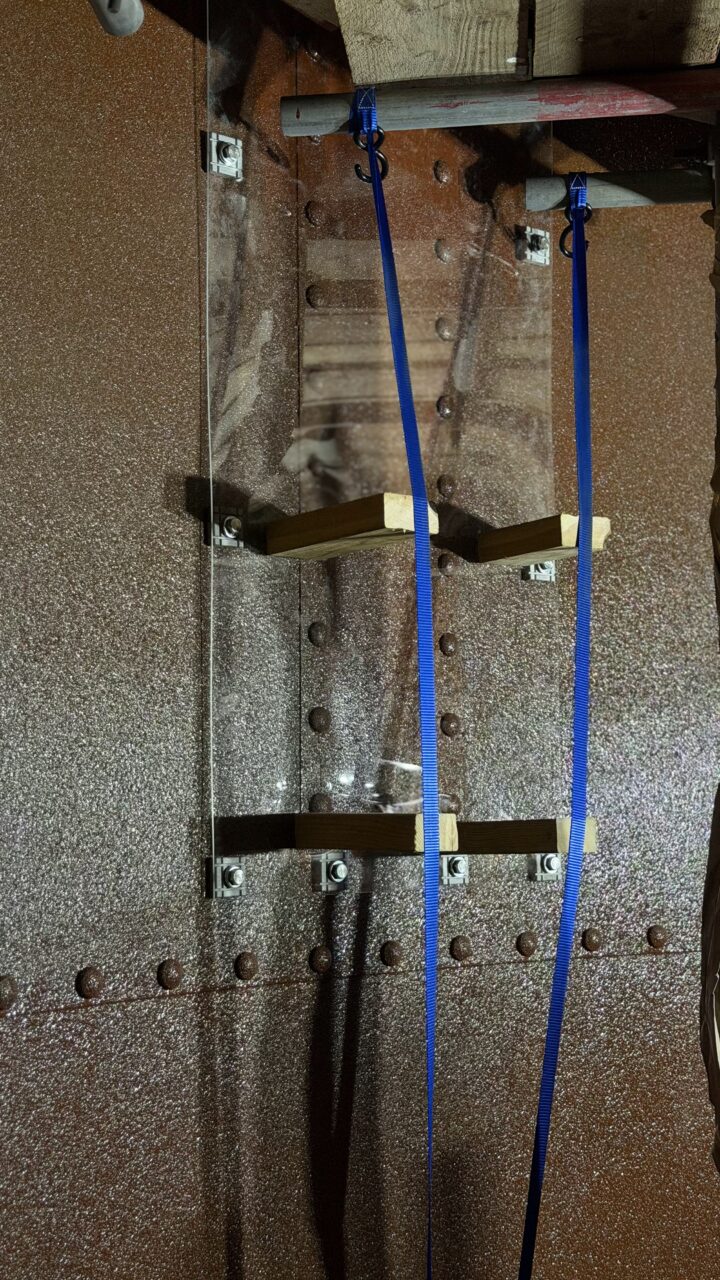
These areas of erosion and perforation had been patched by others using stainless steel plates, but the corrosion across the wider vessel was too extensive for localised repairs to offer a long-term solution. A full industrial tank lining was required.

THE SOLUTION
Given the aggressive nature of the environment — hydrogen sulphide and biogenic sulphuric acid at elevated operating temperatures — we put forward a choice of chemical resistant tank lining options suited to the conditions. The client selected the most durable specification available, reflecting the criticality of the asset: a spray-applied elastomeric tank lining in the form of PPG Aquataflex 506, applied to a nominal thickness of 2mm.
Following clean-down by others, the tank internals were washed using potable water and pressure washing equipment to remove soluble salts, which are almost invariably present in tanks of this type. This stage also revealed the true extent of the corrosion present across the vessel.

Soluble salt levels were then tested and recorded in line with best practice for industrial tank lining work. This is a critical step — residual soluble salts beneath a tank lining draw moisture through the coating, generating fluid-filled osmotic blisters that cause premature lining failure. The risk is compounded in tanks operating at elevated temperatures, where the driving force for moisture migration is significantly higher.


Once cleaning operations met the required standard, the tank internals were prepared by abrasive blasting. Exposed steel was taken to Sa 2.5 in accordance with ISO 8501-1. Where the glass enamel remained intact, it was sweep blasted to provide a clean, profiled surface for the new glass fused to steel tank lining to bond to. Blast pressure was reduced during work on the glass fused steel areas to prevent excessive shattering of the enamel.


All blasted surfaces were vacuumed clean prior to coating to ensure optimum adhesion. Temporary dehumidification and heating was installed to maintain the correct climatic conditions for coating application — temperature, dew point and relative humidity were tested and recorded throughout as part of our standard quality assurance process on all tank lining contracts.

All surfaces were primed using Corrolast DSP, a primer specifically developed and tested for adhesion to glass fused to steel tanks. Quartz aggregate was broadcast into the wet primer to create a mechanical profile for the tank lining to key into.
In the areas where stainless steel repair plates had previously been fitted, epoxy adhesive fixings were bonded in position to receive stainless steel wear plates following tank lining application. In abrasion-prone zones such as these, additional mechanical protection was considered essential to maximise the long-term performance of the corrosion resistant lining.
PPG Aquataflex 506 was then spray applied to a nominal thickness of 2mm across all areas. This is a 100% solids epoxy/polyurethane/polyurea hybrid tank lining system designed for fast cure and high chemical resistance — well suited to environments containing acids and sulphides at process temperatures.


Due to the short overcoat window of this material, DC holiday spark testing was conducted within the same shift so that any pinholes identified could be made good within the recoat window. In chemically aggressive environments such as this, a single pinhole represents a direct path to the substrate and a point of lining failure — making this a non-negotiable step in our tank lining quality assurance process.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}